
Achtergrond: MIVB-sporenbouw in Centrale Werkplaats
Het Brusselse tramnet heeft 19 tramlijnen en meer dan 200 kilometer spoor. De ondergrondse metro bestrijkt in totaal 39 kilometer spoor. De bouw en het onderhoud van de rails en andere delen van het infrastructuur gebeurt in de Centrale Werkplaats in Brussel waar zo’n 180 man werken. Diverse machines en technische specialisten zorgen ervoor dat MIVB volledig autonoom is en op eigen kracht sporen kan vervangen en herstellen.
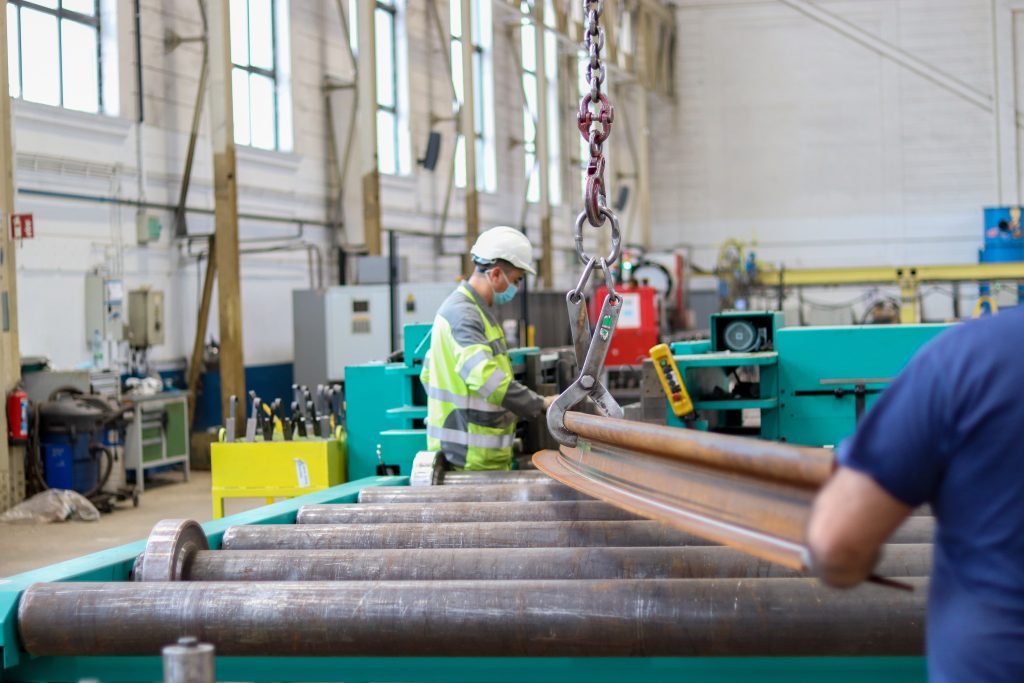
Tientallen rails liggen gestapeld op het binnenplaats van de Centrale Werkplaats. Ze zijn afkomstig van walserijen in Frankrijk en Oostenrijk en wachten op bewerking door de technische teams van de Brusselse vervoersmaatschappij MIVB. Elk spoor komt de werkplaats binnen via een opening in de muur. Een kraan plaatst het spoor op een automatische rol en zo rolt het spoor door de muur de werkplaats in. Eenmaal binnen nemen de metaalbewerkers het spoor onder hun hoede.

De eerste stap in het proces is het op maat zagen van de rails. Voor elk spoor heeft het studiebureau van de werkplaats een plan op maat gemaakt. Dit plan wordt uitgevoerd door een digitaal aangestuurde lintzaag. Na het zagen wordt de rail aan de uiteinden doorboord om de voegstaaf te kunnen aanbrengen. Deze Voegstaven verbinden twee opeenvolgende sporen met elkaar.
Plooien van de rails
Afhankelijk van waar het stuk spoor zal ingezet worden, is de volgende stap het buigen. Daarbij wordt het spoor in de gewenste straal en hoek gebogen. De manier waarop deze stap wordt uitgevoerd, hangt onder andere af van de gewenste kromming en de plaats waar het spoor zal worden geplaatst. Het buigwerk bestaat uit verschillende opeenvolgende fasen. De MIVB-metaalwerkers verdelen het spoor eerst in verschillende sectoren en bewerken het punt voor punt. Het is dus niet mogelijk het spoor in één stap te buigen, anders kan de kromming verkeerd zijn.
Voor het plooien van de rails worden verschillende machines ingezet. De eerste is de rolbuigmachine. Bij deze bewerking buigt de rail, maar blijven de uiteinden recht. Vervolgens wordt de duwbuigmachine, die werkt met zuigers, ingezet. Deze tweede machine – die 200 ton weegt – maakt het karwei af door de uiteinden, de koppen, te duwen en zo het spoor volledig tot de vereiste radius te buigen. Het buigen kan een paar minuten duren voor een bocht met een grote straal en zelfs tot een uur voor een spiraalvormige bocht.
Elk spoorstuk is uniek
De spoorwerkplaats houdt productie van elke bocht van A tot Z bij. Indien tijdens het leggen van een spoor iets niet klopt, kan de ploeg de hele weg van het spoor nagaan en bekijken of de metingen correct werden uitgevoerd of niet. Elk spoor krijgt een naam en een nummer. De aannemer krijgt het plan van de technicus en plaatst de sporen volgens hun buiging, zoals voorzien door het studiebureau.
Voor elk spoor dat de spoorwerkplaats binnenkomt, bestaat er een specifieke uitvoering. Sommige sporen zijn voor trams, andere voor de metro. Soms varieert voor hetzelfde spoorprofiel de hardheid. Harde sporen worden bijvoorbeeld in bochten gelegd, waar makkelijker slijtage optreedt. Als er spoorvernieuwingen of -verlengingen worden uitgevoerd op plaatsen waar sporen liggen met een korte bocht en dus een kleine straal (minder dan 150 meter) dan krijgen de sporen een speciale bewerking. Dat is preventief nodig om de sporen te versterken, omdat die in een korte bocht meer wrijving moeten verwerken en dus sneller verslijten.
20 procent van de sporen verrijkt met chroom
Bij deze versterking wordt er materiaal uit het spoor verwijderd en vervolgens opnieuw toegevoegd, verrijkt met chroom. Dit gebeurt door middel van lassen. Het resultaat van deze ingreep is dat de sporen minder piepen als de tram passeert en dat er minder slijtage en spoorbreuken optreden. Deze zogenaamde herprofilering voert de werkplaats voor 20 tot 30 procent van de sporen uit. Dat gebeurt op verzoek van het studiebureau, voor bochten op het tramnet met een straal van minder dan 150 meter.

Naast de plooimachines, zagen en lasmachines beschikt de werkplaats ook over een oven. Deze wordt gebruikt om verbindingsstukken te maken. Deze met hand gemaakte verbindingsstaven maken het mogelijk een oud met een nieuw spoor te verbinden. Deze koppeling verhoogt het comfort van een tramrit, want ze voorkomt dat je doorheen wordt geschud wanneer de tram van een oud spoor op een nieuw spoor rijdt.
Ook bouw van wissels, signalisatiekasten en afvoeren
De werkzaamheden in de Centrale Werkplaats beperken zich niet tot sporenbouw. Ook de wissels, signalisatiekasten en afvoeren die zich tussen de sporen op het net bevinden, worden door MIVB ingenieurs ontworpen. Een andere productgroep zijn de secundaire rails die de tram geleiden wanneer hij een wissel passeert. Dit verbindingsstuk zorgt ervoor dat de tram van een vrijliggend spoor naar een ingebed spoor kan rijden.

Herstellingen van spoorbreuken
Door preventief onderhoud en vernieuwing probeert MIVB panne op het spoornetwerk zo veel mogelijk te voorkomen. Als er bijvoorbeeld toch spoorbreuken optreden heeft het vervoersbedrijf een technisch teams paraat staan die voorlopige herstellingen uitvoeren. De dagploeg voert voorlopige herstellingen uit zodat het spoorvervoer snel kan hervatten. Zo wordt de spoorbreuk bijvoorbeeld opgelapt met een lasbalk. Het verkeer kan dan hervatten, zij het met bijvoorbeeld een snelheidsbeperking. Het is de nachtploeg die vervolgens de definitieve herstelling of vervanging voor haar rekening neemt. Een werktrein neemt het beschadigde deel dan mee naar de werkplaats waar het hersteld kan worden.


